国内因安全性问题导致矿山关停或整顿的事件较多,且监管力度逐渐增强。根据《矿山安全监察系统 2024年度政府信息公开工作年度报告》,2024年全系统共作...
2026-05-25 30 智能制造行业报告
考虑到降本诉求&量产效率,以磨削为主的传统加工方式因耗时费力已不再适用。从现有的技术方案来看,丝杠生产商均考虑通过 分解工序,同时组合不同工艺来实现提效:1)工序分解提高生产效率:精密高端丝杠加工流程繁琐,传统磨削工艺中螺纹磨削时间占整个工艺流程的2/3,根据《精密滚珠 丝杠机械加工工艺规程研究》,磨制滚珠丝杠加工工艺周期达到30-45天。丝杠厂商已探索出成熟的流程分工,可划分为前道(粗加 工)、中道(半精加工)以及后道(精磨)三个步骤,为实现规模化生产打下基础。 2)以车代磨、以铣代磨、轧辊等新方案进一步减少磨削量:前道的车/铣技术成熟,并没有太多新选择;最难的内螺纹以及后期 精磨需求也不可替代,因此改进主要来自于中道的工艺和设备升级,目前已有以车代磨、以铣代磨、轧辊等方案,核心目的都是进 一步减少精磨的磨削量,保证高精度的同时提高效率。但磨削作为高精度螺纹加工的主要工艺,始终是不可缺少的关键环节:磨削工艺具体是指利用高速旋转的成型砂轮对加工工件 表面进行高速切削,主要分为粗磨、稳定和精磨三个阶段,最高精度可达P1级,是高精度丝杠螺纹的主要加工工艺。尽管新技术方 案可以减少磨削量,但在特定场景以及精磨需求下,例如滚道的外圆和内壁(车/铣的加工特性决定无法实现)、螺母的内螺纹、滚 柱齿轮圈等极高的精度要求,磨削始终是不可缺少的一环,特别对于高端丝杠加工。
")
标签: 智能制造行业报告
相关文章

国内因安全性问题导致矿山关停或整顿的事件较多,且监管力度逐渐增强。根据《矿山安全监察系统 2024年度政府信息公开工作年度报告》,2024年全系统共作...
2026-05-25 30 智能制造行业报告

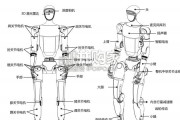
供应链梳理:电机、驱动板、运控算法等核心部件自研;减速器齿轮来自美湖股份,交叉滚子轴承来自洛阳 佰纳,灵巧手来自宇树自研、因时机器人、睿尔曼、强脑科技...
2026-05-23 63 智能制造行业报告

结合前不久我们团队在硅谷调研的见闻,我们认为 Optimus 第一阶段的商业化,不一定是“完全自主替代人”,而更可能是 一种“干中学”的过渡,将“劳动...
2026-05-21 51 智能制造行业报告

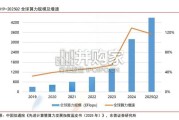
市场空间:从新能源汽车看人形机器人产业跃迁路径,十年百倍。 根据赛迪数据,2025 年全球人形机器人市场出货量约 1.7 万台,迈 入初步规模化的转折...
2026-05-19 79 智能制造行业报告
“训练+推理”算力双轮驱动,未来全球算力需求呈指数级爆发。随着大模型快速迭代 与 AI 应用场景加速渗透,全球 AI 算力需求呈指数级爆发态势,算力基...
2026-05-17 52 智能制造行业报告
根据IDC最新报告指出,2025年全球人形机器人出货量接近1.8万台, YOY+508%,市场规模达到约4.4亿美元,主要应用于文娱商演、 科研教育、...
2026-05-17 69 智能制造行业报告
最新留言