结合前不久我们团队在硅谷调研的见闻,我们认为 Optimus 第一阶段的商业化,不一定是“完全自主替代人”,而更可能是 一种“干中学”的过渡,将“劳动...
2026-05-21 10 智能制造行业报告
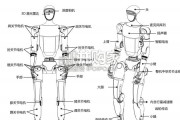
梯形丝杠制造工艺较为简单,技术水平成熟,但产品精度及效率较低。其运动原理是利用螺旋副 的转动运动,使螺旋副上的螺纹旋转,来实现线性运动。梯形丝杆上的螺纹与螺旋副上的螺纹咬 合,当螺旋副旋转时,梯形丝杆就会沿着轴向运动,产生线性位移。梯形丝杠的加工工艺原本主要采用车削加工,工艺路线为:冷拔→滚花→车螺纹→校正→钻孔→ 切断→倒角,整体技术简单,工艺路线成熟,但效率较低、成本较高,且由于材料刚度低,车削、 滚花时易变形,小号螺轮无法生产。目前多使用旋风铣削工艺代替车削工艺,将铣丝、滚花一次 性完成,工艺路线变为冷拔→滚花、铣丝→校正→钻孔→切断→倒角,改进后减少了由切削力引 起的振动,表面粗糙度也减小了。滚珠丝杠是滚动运动,传动效率高、精度高。滚珠丝杠由丝杆、螺母、滚珠、回珠器主要部件构 成。当丝杠旋转时,滚珠在丝杆和螺母之间滚动,实现力的传递和直线运动。回珠器一般分为内 循环式和外循环,内循环滚珠丝杠尺寸一般来说小于外循环滚珠丝杠,适合于空间比较紧凑的场 景;同时其需要反向器固定相对来说比较牢靠、刚性好且不易损坏。而外循环滚珠丝杠适用于需 要扛冲能力大、高负载丝杠的使用场景。滚珠丝杠工艺分为研磨与轧制,已国产化,但高精度产品技术仍待提升。滚珠丝杠加工核心在于 滚道制作,螺母的螺纹采用研磨技术,而丝杆可采用研磨和轧制两种工艺。轧制是采用冷加工工 艺模具制造,自动化程度高,适合大批量生产,成本低,但精度偏低一般为C7级以上;而研磨 工序长,从热处理、粗加工(车削)、到精磨(磨削),效率低,但精度高,一般为C7级以下, 可达到C0级。
")
标签: 智能制造行业报告
相关文章

结合前不久我们团队在硅谷调研的见闻,我们认为 Optimus 第一阶段的商业化,不一定是“完全自主替代人”,而更可能是 一种“干中学”的过渡,将“劳动...
2026-05-21 10 智能制造行业报告

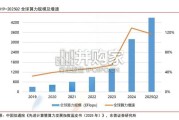
市场空间:从新能源汽车看人形机器人产业跃迁路径,十年百倍。 根据赛迪数据,2025 年全球人形机器人市场出货量约 1.7 万台,迈 入初步规模化的转折...
2026-05-19 58 智能制造行业报告
“训练+推理”算力双轮驱动,未来全球算力需求呈指数级爆发。随着大模型快速迭代 与 AI 应用场景加速渗透,全球 AI 算力需求呈指数级爆发态势,算力基...
2026-05-17 36 智能制造行业报告
根据IDC最新报告指出,2025年全球人形机器人出货量接近1.8万台, YOY+508%,市场规模达到约4.4亿美元,主要应用于文娱商演、 科研教育、...
2026-05-17 50 智能制造行业报告

从宏观角度来看, 2020 年开始家用咖啡机市场需求增速加快,商用咖啡机市场需求放缓,原因如下:2010 -2020 年,资本进入商用咖啡机快速爆发,...
2026-05-14 44 智能制造行业报告
2025 年,为推动热泵行业高质量发展,助力经济社会全面绿 色低碳转型,国家相关部委积极制定相关政策措施。包括空气源 热泵高效舒适供热等关键技术被纳入...
2026-05-12 30 智能制造行业报告
最新留言