结合前不久我们团队在硅谷调研的见闻,我们认为 Optimus 第一阶段的商业化,不一定是“完全自主替代人”,而更可能是 一种“干中学”的过渡,将“劳动...
2026-05-21 9 智能制造行业报告
锻造是传统金属加工工艺,核心为金属材料的热变形和热处理。锻造是一种通过锻压设备对金属坯料施加压力,使 其发生塑性形变并获得优良性能和尺寸的加工方法。相较于铸造和机械加工,经过锻造的金属可以消除在冶炼过程 中产生的铸态疏松、焊态孔洞等缺陷,并可获得较细的金属晶粒,保留完整的金属流线,从而达到优化内部金属组 织结构,提升金属性能的目的。相较于冲压,锻造属于热工艺加工,锻造过程对于金属材料内部结构重塑起到较大 作用,在加工过程中难以检测产品质量,同时经过锻造的产品热处理环节也对产品性能有较大影响。因此锻造工艺 的核心在于金属材料的热变形和热处理。锻造过程的难点为设备与工艺的结合,设备对于工艺实现至关重要。对于锻造企业来说,锻压设备为核心资产,决 定锻造企业生产能力和工艺实现。锻压设备根据施加压力的方式不同可分为锻锤类(冲击能量限制)、机械压力类 (冲力和行程限制)、螺旋压力机类(能量限制)、液压机类(冲力限制),生产时需根据锻件的尺寸、结构、材料以 及工艺要求进行设备选择。锻压设备是实现特定锻造工艺的关键,根据三角防务招股说明书,公司多种类型锻件生 产专利均围绕核心设备 400MN 锻压机展开。由于锻压设备大多单价较高,如何最大化利用锻压设备并使其与锻造工 艺结合,是锻造过程的难点。锻造根据成型工艺不同分为自由锻、模锻、碾环。
根据成形机理不同,锻造可分为自由锻、模锻、碾环、特殊锻造 等。由于自由锻件材料利用率较低,产品一致性较难保证,在航空锻造领域模锻与碾环逐步取代自由锻成为主流工 艺。碾环工艺即径向轧制,在航空发动机环形件制备中应用广泛,且可以制备超大型环件,据《高温合金环形件环 扎工艺研究进展》,碾环工艺制备的高温合金环形件较自由锻件表面质量好、尺寸精度高、组织更均匀。自由锻目前 往往成为制胚的主要手段,操作灵活且成本较低。模锻可用于形状复杂锻件制造,适用于批量生产。模锻指借助专用模锻设备,利用模锻模具成型的锻造工艺,具有 生产效率高、劳动强度低、尺寸精确、加工余量小、可锻制复杂形状锻件的优点,适用于批量生产。模锻根据模具 形状可分为开式模锻和闭式模锻,其中闭式模锻材料利用率更高,锻件金属流线型更好,更适用于难变形金属材料 锻造,但对毛坯要求较为精确,否则会造成模具损毁。根据变形温度可分为热模锻、冷模锻、温模锻,其中冷模锻 与温模锻锻造精度更高,是未来的发展方向。航空大型锻件一体化成形是重要发展方向,大型锻压设备是关键。航空模锻件整体化可显著提高构件整体刚性,减 少装配误差并减少机加台时,减轻飞机结构重量并降低材料消耗。据《大型航空模锻件的生产现状及发展趋势》, F102 歼击机采用长度达 3.2m 的铝合金整体大梁精密模锻件取代原设计的 272 种零件和 3200 个铆钉,使得飞机减重 45.5-54.5kg,解决机加工工时 50%;安 22 运输机机身采用 20 个大型隔框整体模锻件,共减少 800 个零件,减轻飞 机机体重量 1000kg,减少机加工工时 15-20%。
")
标签: 智能制造行业报告
相关文章

结合前不久我们团队在硅谷调研的见闻,我们认为 Optimus 第一阶段的商业化,不一定是“完全自主替代人”,而更可能是 一种“干中学”的过渡,将“劳动...
2026-05-21 9 智能制造行业报告

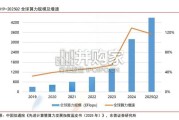
市场空间:从新能源汽车看人形机器人产业跃迁路径,十年百倍。 根据赛迪数据,2025 年全球人形机器人市场出货量约 1.7 万台,迈 入初步规模化的转折...
2026-05-19 58 智能制造行业报告
“训练+推理”算力双轮驱动,未来全球算力需求呈指数级爆发。随着大模型快速迭代 与 AI 应用场景加速渗透,全球 AI 算力需求呈指数级爆发态势,算力基...
2026-05-17 35 智能制造行业报告
根据IDC最新报告指出,2025年全球人形机器人出货量接近1.8万台, YOY+508%,市场规模达到约4.4亿美元,主要应用于文娱商演、 科研教育、...
2026-05-17 50 智能制造行业报告

从宏观角度来看, 2020 年开始家用咖啡机市场需求增速加快,商用咖啡机市场需求放缓,原因如下:2010 -2020 年,资本进入商用咖啡机快速爆发,...
2026-05-14 44 智能制造行业报告
2025 年,为推动热泵行业高质量发展,助力经济社会全面绿 色低碳转型,国家相关部委积极制定相关政策措施。包括空气源 热泵高效舒适供热等关键技术被纳入...
2026-05-12 30 智能制造行业报告
最新留言