2025 年,为推动热泵行业高质量发展,助力经济社会全面绿 色低碳转型,国家相关部委积极制定相关政策措施。包括空气源 热泵高效舒适供热等关键技术被纳入...
2026-05-12 5 智能制造行业报告
冷锻工艺是制作行星滚柱丝杠螺纹的主流路线之一,应用场景与车铣磨工艺重合度较高。螺纹加工方法最广泛使用的 是滚压法(锻压的一种,含搓丝和滚丝)和切削法(含车削、铣削、磨削等)。两类具体用于加工螺纹的方法是(1) 车铣磨,指对粗坯件进行热加工后,先用车削和铣削进行粗加工,后续余量精加工由磨削完成,以实现高精度;(2) 冷锻+磨削,指先采用冷轧技术直接将粗坯件加工至一定精度,后续余量精加工由磨削完成。 冷锻精度随设备、模具和材料提升,目前极限精度 C3。据宝飞螺官网 2020 年发布文章显示,滚压工艺可以保证 C5 精 度的滚珠丝杠生产,使用特别匀质的材料可以生产 C3 精度的滚珠丝杠。目前已开始有冷锻行星滚柱专利和论文发布, 学界业界均在积极推进冷锻行星滚柱丝杠工艺落地。 冷锻成本预计比车铣磨低 50%+,主要受益于加工速度提升。冷锻工艺的综合成本在理想情况下比车铣磨低约 58%。据 测算,车铣磨的设备折旧成本+材料成本约 1460 元/根,冷锻工艺约 616 元/根。主要差异来自于加工效率上的不同, 冷锻加工效率是切削的 2-10 倍。 性能和成本的博弈,中短期车铣磨和冷锻工艺将并存。若机器人的行星滚柱丝杠精度要求为 C5 级,则采用冷锻工艺 (前段冷镦,中后段冷锻)最具备经济性;若机器人精度要求 C3-C5,则需要看材料是否能做到较好的匀质性,材料 满足情况的情况下选冷锻工艺(前段冷镦,中后段冷锻);若机器人精度要求 C3 级以上,仍需要在后道叠加磨床工艺 进一步提升精度。由于技术尚未成熟,在中短期技术成熟的车铣磨路线和新兴的冷锻路线会并存,最终路线选择由产 业链各家公司的工艺积累、设备研发情况等因素共同决定。
")
标签: 智能制造行业报告
相关文章
2025 年,为推动热泵行业高质量发展,助力经济社会全面绿 色低碳转型,国家相关部委积极制定相关政策措施。包括空气源 热泵高效舒适供热等关键技术被纳入...
2026-05-12 5 智能制造行业报告
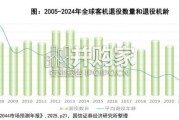
机队更新:客机退役和减排降本是未来大规模进行机队替换的核心动因。据波音公司预测,当前在役客机中将有 21110架在2044年之前更新,占比当前在役客机...
2026-05-09 40 智能制造行业报告
DED 为金属 3D 打印的主流技术路线之一:金属 3D 打印主要技术路线为 PBF(粉末床熔融)和 DED(定向能量沉积)。 DED 属于利用聚焦热...
2026-05-06 48 智能制造行业报告

原始设计制造商(Original Design Manufacturer, ODM 是根据品牌厂商(如三星、 OPPO、小米等)的需求,为其研发、设计...
2026-05-06 33 智能制造行业报告

矿山机械全球千亿美元市场,主要包含采矿、选矿两大环节:根据 precedence research 数据,全球矿山机械市场空 间 1330.9 亿美元...
2026-05-04 34 智能制造行业报告
人形机器人的探索史可以追溯到20世纪60年代末,而迎来产业大爆发、受到业界和资本的广泛关注则仅是近几年的事。受益 于软件端大模型和硬件端零部件的发展和...
2026-04-30 88 智能制造行业报告
最新留言